


Электроды СЗСМ Э50А-УОНИ-13/55 2,5 мм 3кг
944 ₽
−37%
1500 ₽
Описание
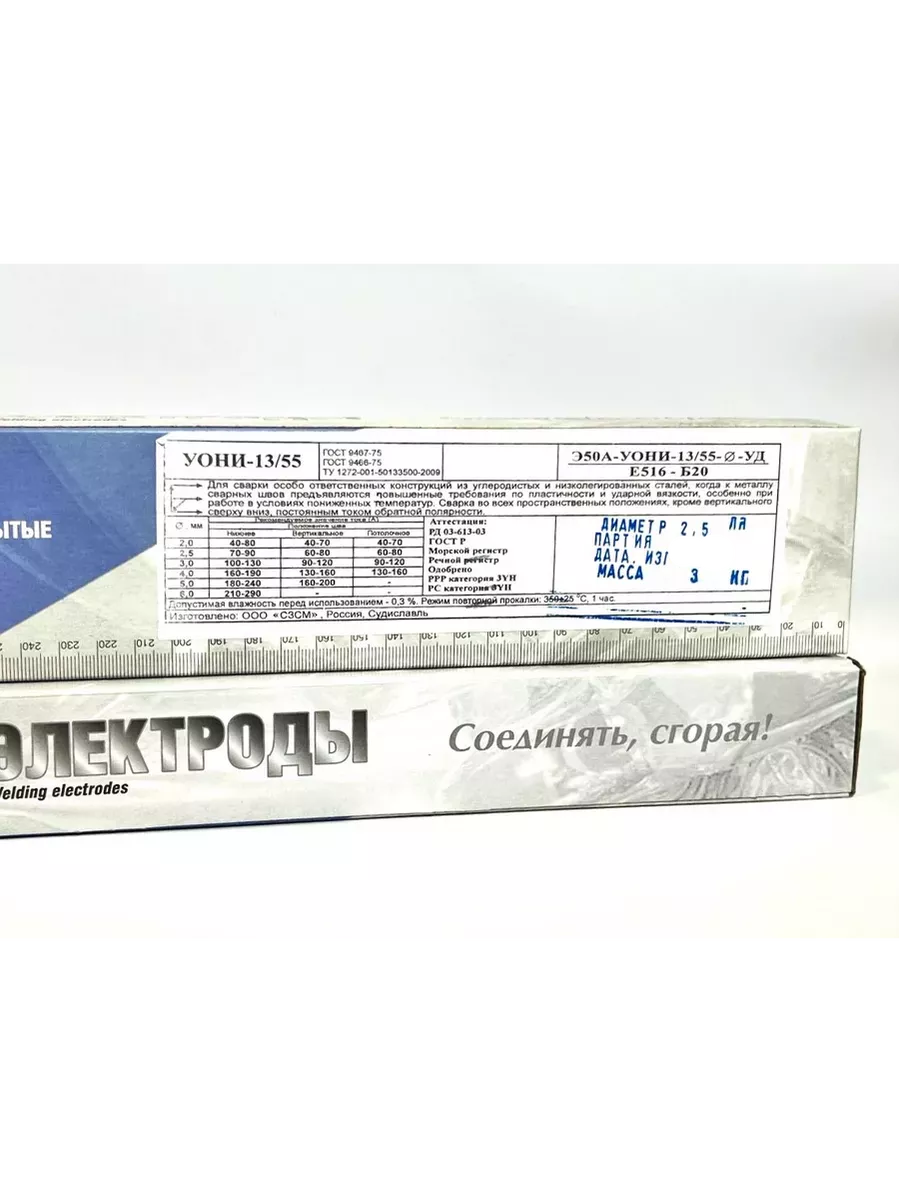
Основное назначение электродов УОНИ-13/55
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах.
Рекомендуемое значение тока (А)
Положение шва
Диаметр, мм Нижнее Вертикальное Потолочное
2,5 70-90 60-80 60-80
Характеристики плавления электродов Э50А УОНИ-13/55
Коэффициент наплавки, г/Ач 9,5
Расход электродов на 1 кг наплавленного металла, кг 1,5
Технологические особенности сварки:
Сварку производят только на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой: 350±10°C 1 час
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах.
Рекомендуемое значение тока (А)
Положение шва
Диаметр, мм Нижнее Вертикальное Потолочное
2,5 70-90 60-80 60-80
Характеристики плавления электродов Э50А УОНИ-13/55
Коэффициент наплавки, г/Ач 9,5
Расход электродов на 1 кг наплавленного металла, кг 1,5
Технологические особенности сварки:
Сварку производят только на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой: 350±10°C 1 час

+7 (979) 041 7757
Адрес
Евпатория
Адрес
Евпатория