
Электроды Риметалк для котлов ЦЛ-39 2,5 мм 5кг
1350 ₽
−65%
3900 ₽
Описание
Основное назначение электродов ЦЛ-39
Для сварки элементов поверхностей нагрева котлоагрегатов, а также корневых слоев швов стыков толстостенных трубопроводов из теплоустойчивых хромомолибденовых сталей марок 12Х1МФ и 15Х1М1Ф, работающих при температуре до 585°С. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Характеристики плавления электродов Э-09Х1МФ ЦЛ-39
Коэффициент наплавки, г/Ач 9,5
Расход электродов на 1 кг наплавленного металла, кг 1,6
Технологические особенности сварки:
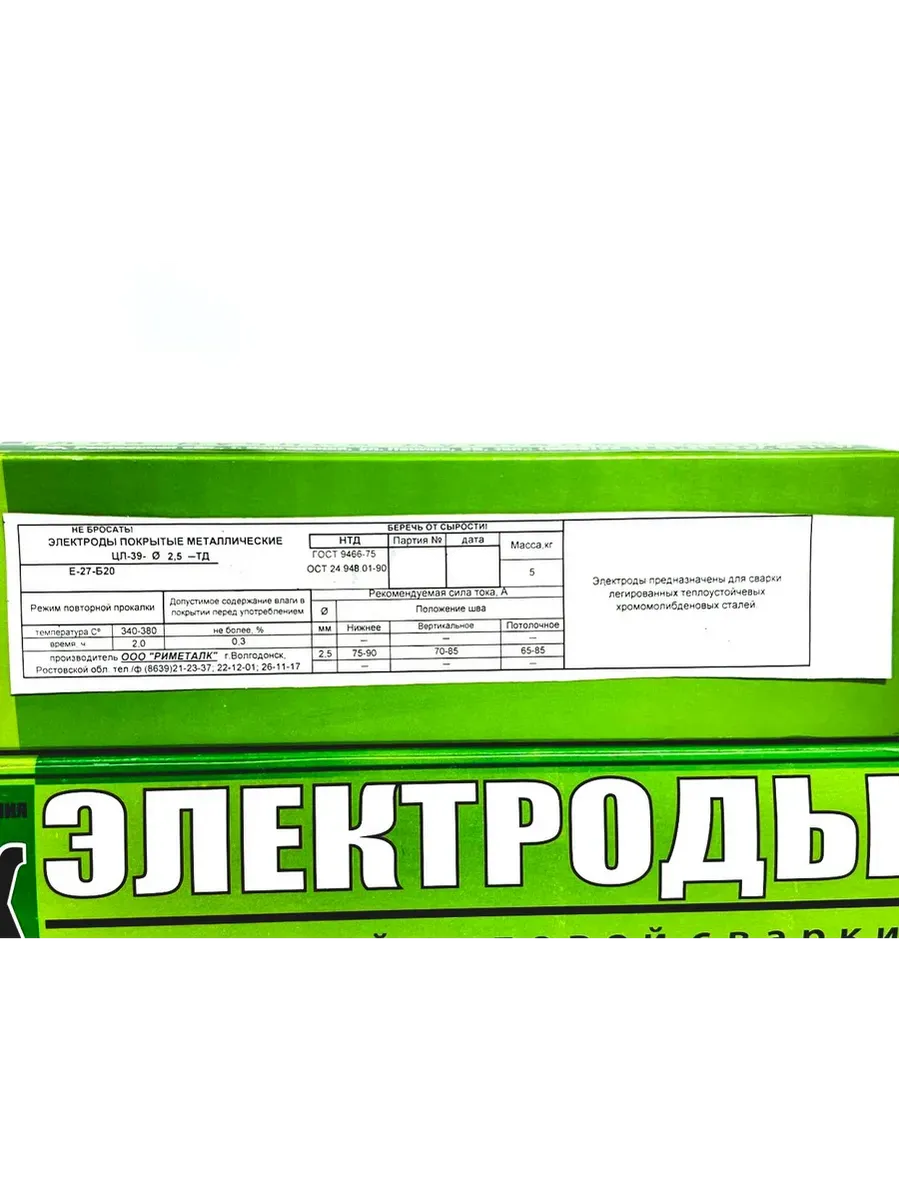
Сварку стыков труб поверхностей нагрева с толщиной стенки до 6 мм можно выполнять без предварительного подогрева. Сварку производят только на короткой длине дуги.
Прокалка перед сваркой: 370±10°C 2 часа
Для сварки элементов поверхностей нагрева котлоагрегатов, а также корневых слоев швов стыков толстостенных трубопроводов из теплоустойчивых хромомолибденовых сталей марок 12Х1МФ и 15Х1М1Ф, работающих при температуре до 585°С. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Характеристики плавления электродов Э-09Х1МФ ЦЛ-39
Коэффициент наплавки, г/Ач 9,5
Расход электродов на 1 кг наплавленного металла, кг 1,6
Технологические особенности сварки:
Сварку стыков труб поверхностей нагрева с толщиной стенки до 6 мм можно выполнять без предварительного подогрева. Сварку производят только на короткой длине дуги.
Прокалка перед сваркой: 370±10°C 2 часа

+7 (979) 041 7757
Адрес
Евпатория
Адрес
Евпатория