



Электроды СЗСМ Э50А -Э138/50Н 3 мм 3кг
1073 ₽
−63%
2900 ₽
Описание
Основное назначение электродов Э-138/50Н
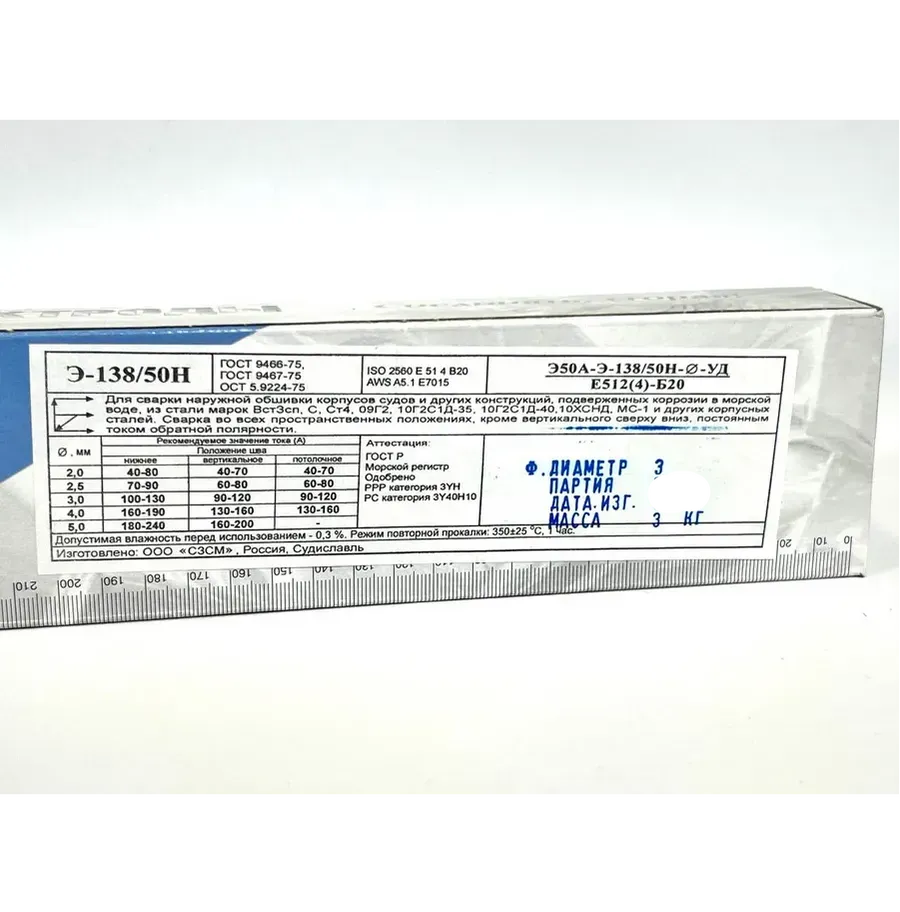
Для сварки наружной обшивки корпусов судов и других конструкций, подверженных коррозии в морской воде, из стали марок Вст3сп, С, Ст4, 09Г2, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, МС-1 и других корпусных сталей. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Рекомендуемое значение тока (А)
Положение шва
Диаметр, мм Нижнее Вертикальное Потолочное
3,0 100-130 90-120 90-120
Характеристики плавления электродов Э50А Э-138/50Н
Коэффициент наплавки, г/Ач 9,5
Расход электродов на 1 кг наплавленного металла, кг 1,6
Технологические особенности сварки:
Сварку производят только на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой: 350±10°C 1 час
Для сварки наружной обшивки корпусов судов и других конструкций, подверженных коррозии в морской воде, из стали марок Вст3сп, С, Ст4, 09Г2, 10Г2С1Д-35, 10Г2С1Д-40, 10ХСНД, МС-1 и других корпусных сталей. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
Рекомендуемое значение тока (А)
Положение шва
Диаметр, мм Нижнее Вертикальное Потолочное
3,0 100-130 90-120 90-120
Характеристики плавления электродов Э50А Э-138/50Н
Коэффициент наплавки, г/Ач 9,5
Расход электродов на 1 кг наплавленного металла, кг 1,6
Технологические особенности сварки:
Сварку производят только на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой: 350±10°C 1 час

+7 (979) 041 7757
Адрес
Евпатория
Адрес
Евпатория